Konstruktion med hänsyn till ytbehandling
För att en konstruktion med ytbehandling skall kunna utnyttja de maximala prestanda hos den aktuella ytbehandlingen och bli så kostnadseffektiv som möjligt är det av yttersta vikt att hänsyn tas till denna redan från början i konstruktionsarbetet. Det finns ett antal förutsättningar som alla konstruktörer måste tänka på för att ett förväntat resultat skall erhållas på ytbehandIingen.
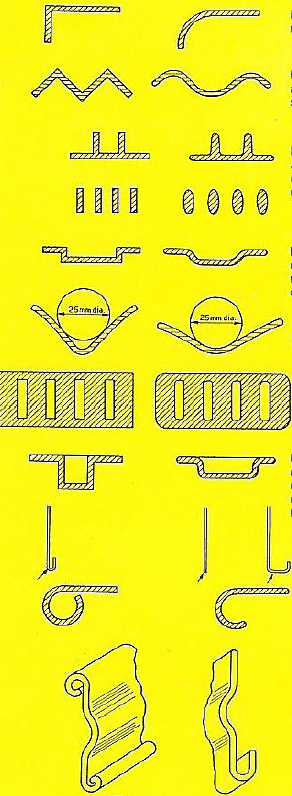
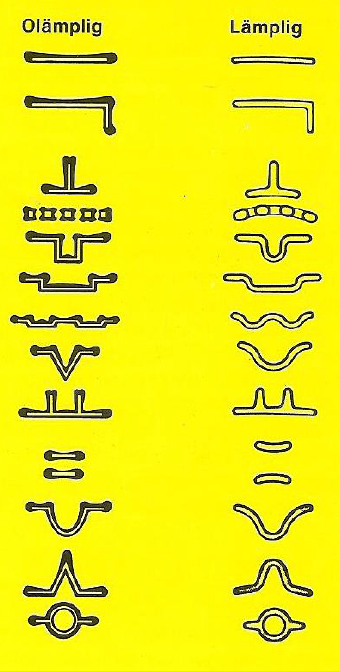
Skikttjockleken blir inte lika överallt
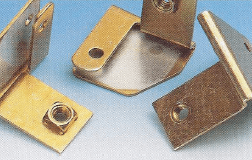
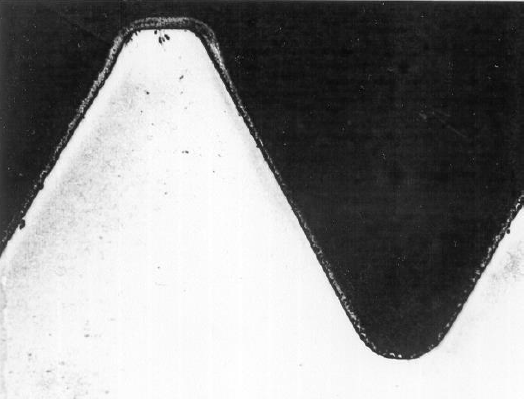
- Utstickande partier får i elektrolytiska processer högre skikttjocklek. De partier som inte är lättåtkomliga för strömmen, eller en fritt strömmande elektrolyt, får tunnare skikt eller ingen beläggning alls. Hur stor effekten är varierar mellan olika processer.
- För att få jämn skikttjocklek bör således runda former användas. Skarpa hörn (inåt- eller utåtgående) och trånga spalter bör undvikas. Konvexa ytor är att föredra framför konkava.
- I rör och hålprofiler erhålls ingen eller väsentligt tunnare ytbeläggning i elektrolytiska processer. Beroende på egenskaperna hos resp. process varierar längden i inslag på insidan av detaljen kraftigt.
- Invändigt i hål (i synnerhet i tjockare gods) kan vanligen inte full skikttjocklek upprätthållas. Genomgående hål är att föredra då strömflöde och vätsketransport därmed underlättas. Olika processer har varierande förmåga att ge inslag i hål (s.k. makrospridning).
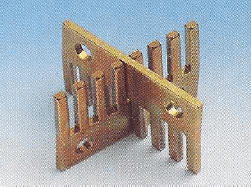
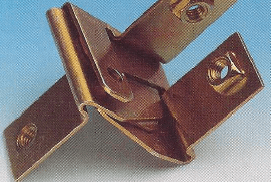
- Undvik konstruktioner med trånga spalter! Av samma orsak som i hål blir skiktets tjocklek där kraftigt reducerad eller saknas helt. Sammanlagda plåtar, överlappsfogar, bör undvikas. Förutom att skikt mellan ytorna kommer att saknas kan spalten genom kapillärverkan hålla kvar processlösningar som senare kan orsaka frätskador. Att göra en spalt helt tät har ofta visat sig vara mycket svårt.
- För att få jämnare skikttjockleksfördelning och överhuvud taget täckning på svåråtkomliga ytor kan speciella arrangemang, såsom hjälpanoder, strömtjuvar eller deflektorer användas vid hängning för ytbehandling. Det kräver dock en hel del arbetstid och används i första hand vid dyrbarare ytbehandling med dålig spridningsförmåga, framför allt vid hårdförkromning eller silverbeläggning.
Ytbehandling av hänggods kräver upphängningspunkter
Detaljerna måste kunna hängas upp i hål eller spännas fast på något sätt så att de kan orienteras på lämpligt sätt med avseende på punkten ovan. Märken efter kontaktpunkter, som oftast även ej får beläggning, måste kunna accepteras.
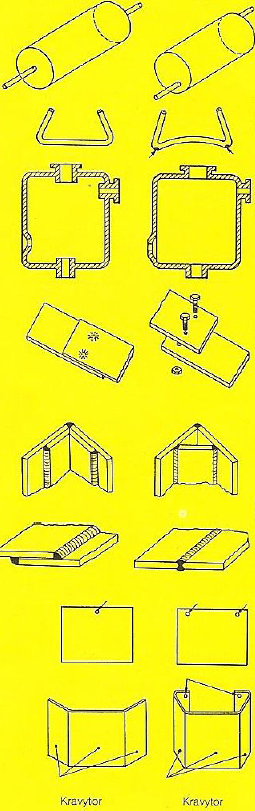
Vätska måste kunna komma in och rinna ur, luft släppas ut uppåt
Detaljerna måste kunna dräneras och inga luftfickor får uppkomma. Om möjligt skall detaljen förses med hål för dränering av vätska och evakuering av gas. Luftfickor uppkommer i utrymmen utan passage uppåt och omöjliggör rengöring och ytbehandling i vätskebad på dessa ytor.
Om detaljen inte kan dräneras kommer badvätska att överföras mellan olika processbad, vilket snabbt förstör efterföljande skölj- och processbad samt kan skada produkten.
Dräneringshålen bör även vara så stora att uppsamlad vätska rinner ut inom loppet av några sekunder för att uppehållstiden mellan de olika processtegen inte måste förlängas.
Utrymmen svåra att dränera är också spalter och sprickor där vätska hålls kvar av kapillärkraften.
Kvarhållna korrosiva elektrolyter kan medföra risk för korrosionsskador i efterhand på detaljen.
Strömlös ytbehandling, som t.ex. kemisk förnickling, eller anodisering ger i det närmaste helt jämntjocka skikt under förutsättning att punkten ovan kan beaktas.
Ytbehandling av massgods i trumma
- Detaljerna skall utformas så att de inte kan trassla ihop eller trava sig i “myntrullar”.
- Produkter känsliga för slagmärken bör ej behandlas i trumma (särskilt för tyngre detaljer av mjukare material).
- Skikttjockleken kan variera mer än för hänggods.
Vid trumytbehandling erhålls en något jämnare skikttjockleksfördelning genom lägre fyllnadsgrad i trumman, något som då ger motsvarande högre kostnad.
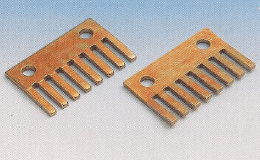
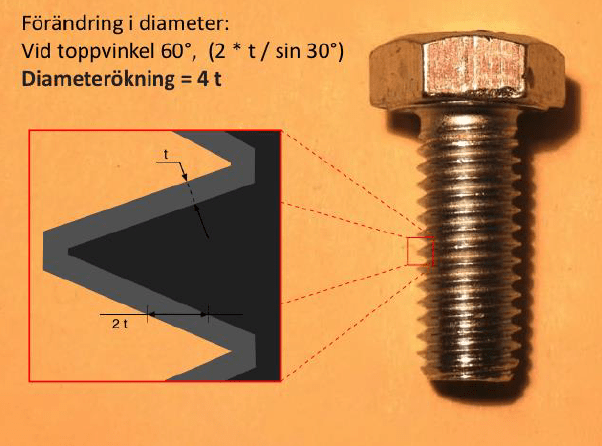
Ytbehandling av gängor
Som tidigare sagts erhålls tjockare skikt på topparna än i bottnarna. Beaktar man även att skikttjockleken mäts i rät vinkel mot underliggande material blir dessutom tillväxten i gängdiameter 4x skikttjockleken.
Beroende på vilken skikttjocklek som är specificerad och vilket toleransutrymme som finns att arbeta inom, kan det vara nödvändigt med en underdimensionering.
Idealt skulle en större sådan behöva göras på gängtopparna, men en ändring av gängformen vid bearbetningen blir normalt orealistiskt dyr och kan också äventyra hållfastheten. Man måste därför normalt specificera tunna skikt, kompromiss med andra krav.
Gör så här:
- Hörn och kanter bör avrundas så mycket som möjligt.
- Flänsar och liknande avrundas och separeras så mycket som möjligt.
- Fördjupningar avrundas med en radie på minst en fjärdedel av djupet.
- Inåtbuktade ytor ges en radie på minst 10 – 15 mm.
- Undvik skarpa hörn i hål.
- Undvik bottenhål! Om de är nödvändiga – gör de grunda med avrundade hörn och kanter.
- Undvik om möjligt konstruktioner som gör att processlösningar stannar kvar.
- Förse hålutrymmen med dräneringshål.
- Inåtgående nipplar skall undvikas, alternativt kan extra dräneringshål göras.
- Överlappsfogar sammansätts efter ytbehandling.
- Svetsförband placeras så att spalter undviks.
- Upphängningshål placeras så att detaljen kan hängas med kravytorna utåt.